


-
西格数据Thermal CMS热误差补偿系统V1.1版本发布!
西格数据Thermal CMS热误差补偿系统V1.1版本正式发布!
Thermal CMS 西格数据热误差补偿系统(Thermal Compensation Management System,Thermal CMS),通过测量和补偿系统减少数控机床在加工过程中由于温度变化引起的热误差,从而提高加工精度和稳定性;基于机床嵌入式结构,结合热误差补偿模型,实时输出补偿值,有效提高产品加工精度,降低产品报废率。
01 西格数据Thermal CMS热误差补偿系统 功能介绍 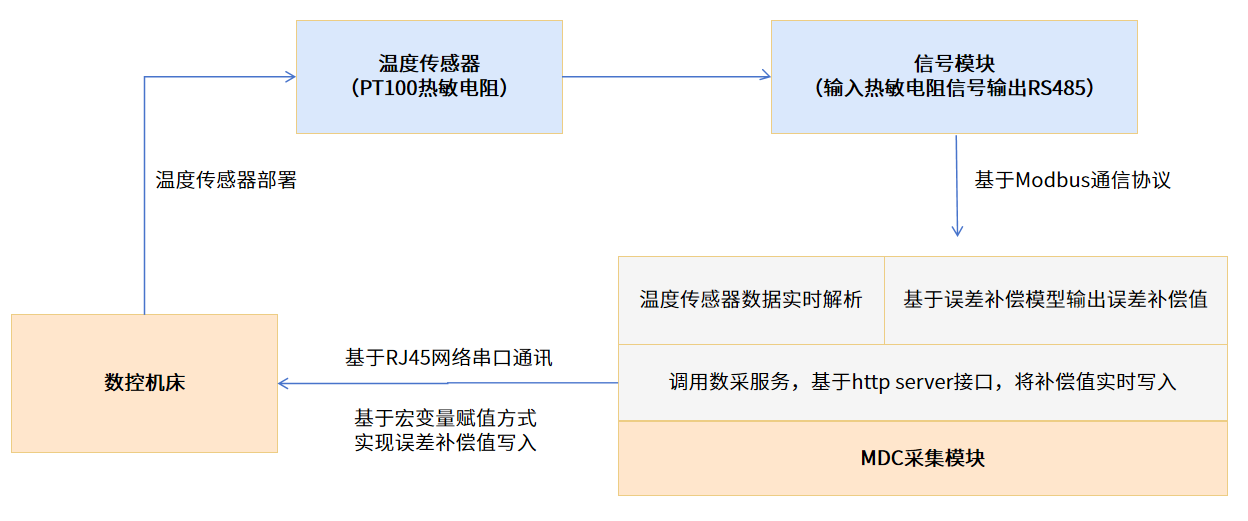
Thermal CMS机床热误差补偿系统核心功能如下:
■ 基于X轴、Z轴导轨处及承座处主轴温度采集,实时监控主轴温度信息;
■ 通过导轨处及承座处温升和热误差多项式回归分析,构建温差补偿模型;
■ 结合机床冷机至热机温度变化,结合算法分析成果,计算误差补偿值,调用数采服务,基于宏变量赋值方式,实现误差补偿值发送至机床;
02 西格数据Thermal CMS热误差补偿系统 适用范围
适用机床类型 加工中心、车铣复合、车床等;
适用控制系统 发那科
适用加工工艺 大批量重复加工、大批量嵌套工艺加工、长时间模具加工、小批量加工、粗/精加工等多种工艺。
适用加工场景 模具加工、装备制造、大型汽车零部件及航空航天等长时间加工场景
03 西格数据Thermal CMS热误差补偿系统 原理介绍 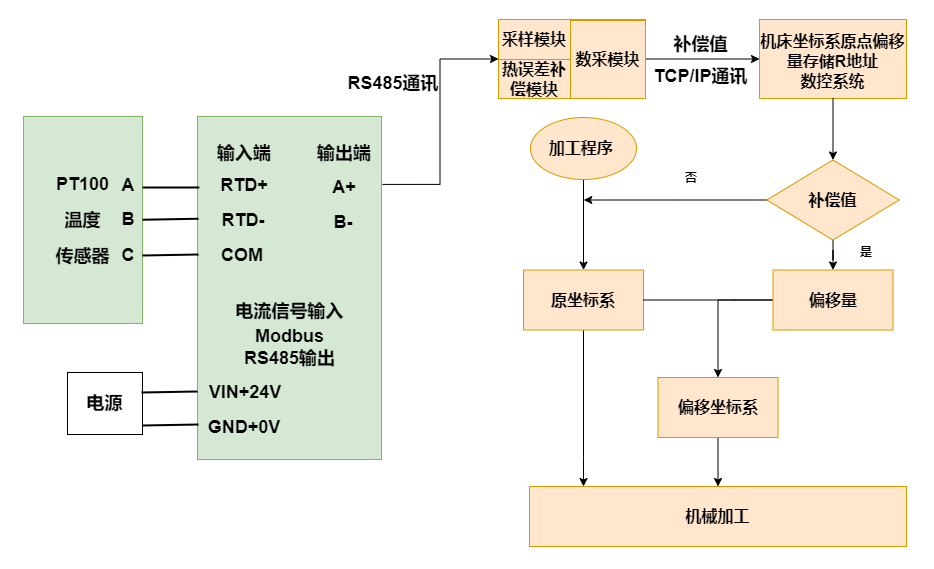
图:误差补偿原理
数据采集
▶ 通过数采服务与机床进行通讯,实现机床R地址数据的实时写入。
▶ 使用Modbus通信协议实时解析温度传感器的数据。
▶ 建立温度传感器与机床各轴(X, Y, Z及主轴)之间的绑定关系。
▶ 对采集到的温度数据进行清洗和处理,以去除异常值,确保数据质量。
数据分析
▶ 结合实时温度数据计算误差变化量Δμ
▶ 根据预设的补偿模型和机床各轴的关系,当误差变化量超过设定的阈值时,通过线性插值等方式输出相应的补偿值。
▶ 利用HTTP Server接口将补偿值实时写入机床对应的R地址。
数据存储
▶ 实时温度数据离线存储,包括时间戳、上报频率、轴号(如X, Y, Z及主轴)等关键信息。
04 西格数据Thermal CMS热误差补偿系统 应用效果 X轴热伸长量和温度变化测试对比结果示列 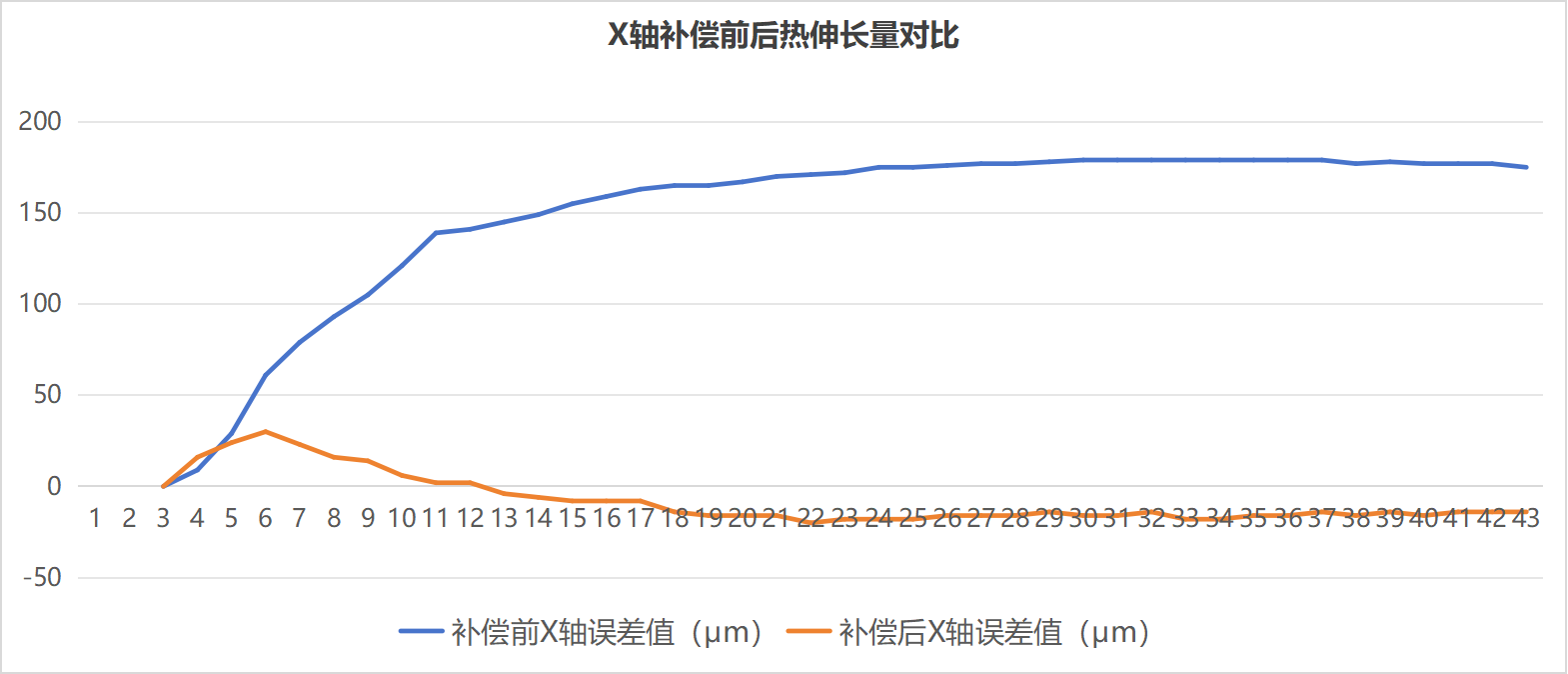
未开启热补偿:X轴热伸长量变化175μm,主轴电机温度变化11.7℃
开启热补偿:X轴热伸长量变化50μm,主轴电机温度变化10.9℃
应用效果:热伸长量减少了125μm,热补偿效果能达到71.42%
Y轴热伸长量和温度变化测试对比结果示列 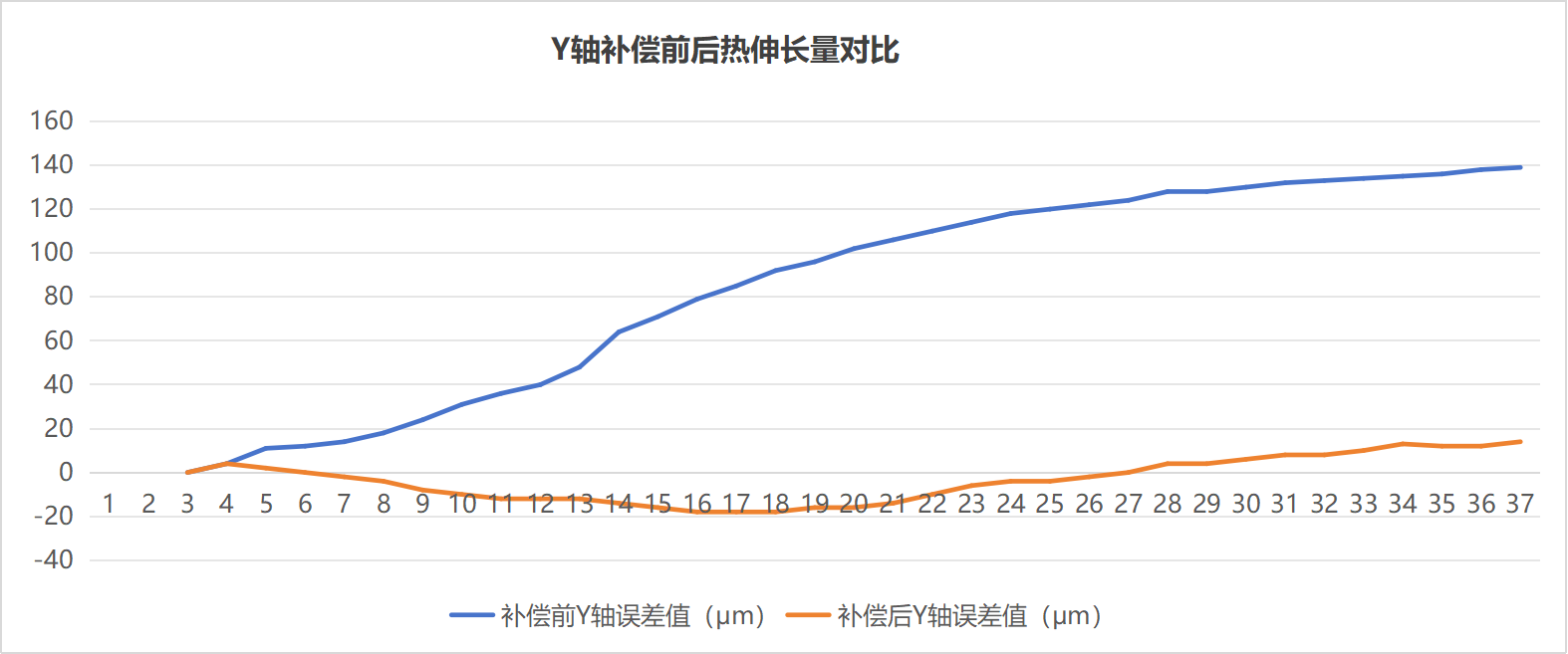
未开启热补偿:Y轴热伸长量变化144μm,主轴电机温度变化6.1℃
开启热补偿:Y轴热伸长量变化32μm,主轴电机温度变化5.2℃
应用效果:热伸长量减少了112μm,热补偿效果能达到77.78%
Z轴热伸长量和温度变化测试对比结果示列 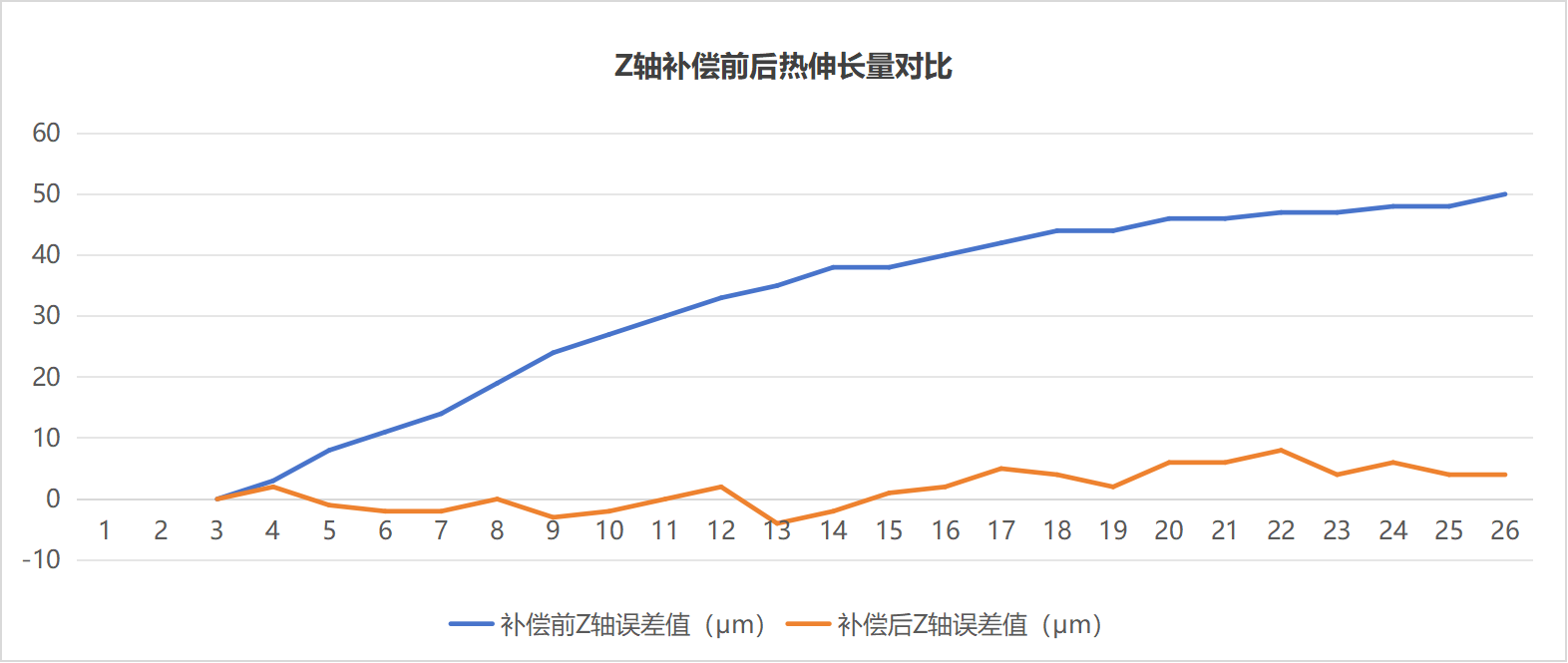
未开启热补偿:Z轴热伸长量变化53μm,主轴电机温度变化3.5℃
开启热补偿:Z轴热伸长量变化12μm,主轴电机温度变化2.2℃
应用效果:热伸长量减少了41μm,热补偿效果能达到77.36%。
以上介绍的功能所属西格数据自主研发的Thermal CMS热误差补偿系统,本次发布的是V1.1版本,更多功能会持续迭代和更新,敬请期待!
如您对西格数据的产品感兴趣,可以拨打电话:189 6235 3927(微信同号),也可以留下您的需求、电话和公司名称,我们会第一时间与您联系。